
Przegląd Mleczarski 11/2024 – Propozycje zmian w gospodarce wodno-ściekowej zakładów mleczarskich nad którymi warto się zastanowić

Oczyszczanie ścieków do poziomu zanieczyszczeń zgodnego z przepisami obowiązującymi w Europie, to bardzo duże wyzwanie technologiczne, techniczne i organizacyjne. Wymaga zatrudnienia specjalistów od technologii oczyszczania ścieków i przeróbki osadów, a także zaangażowania innych pracowników (mechaników, energetyków, zaopatrzeniowców itd.) w nadzór i eksploatację oczyszczalni ścieków. To oczywiście wiąże się z kosztami.
Dodatkowo oczyszczalnie zlokalizowane w bliskim sąsiedztwie zakładu mleczarskiego, do których odprowadzane są zarówno ścieki produkcyjne i socjalne, mogą stanowić zagrożenie sanitarne dla bezpieczeństwa produkcji wyrobów mleczarskich. Zdaniem autorów artykułu podmioty mleczarskie powinny przede wszystkim koncentrować się na przerobie mleka i produkcji wyrobów mleczarskich.Alternatywnym rozwiązaniem do tego, które polega na tym, że podmiot mleczarski zajmuje się gospodarką ściekową zakładu, może być umowa z właścicielem komunalnej oczyszczalni i sieci kanalizacyjnej na eksploatację podczyszczalni lub oczyszczalni ścieków mleczarskich. W ten sposób można przejść z roli kontrolowanego w rolę kontrolującego i wymagającego od dzierżawcy urządzeń ściekowych odpowiedniej jakości ścieków oczyszczonych. Trzeba pamiętać, że firmy komunalne w swoich podstawowych zadaniach mają oczyszczanie ścieków, co najczęściej wiąże się z tym, że w ich zasobach kadrowych są technolodzy oczyszczania ścieków i osadów. W przypadku zakładowej podczyszczalni ścieków może okazać się, że po podpisaniu umowy zaczną obowiązywać niższe wymagania w stosunku do ścieków zrzucanych do sieci kanalizacyjnej i nie będzie konieczna jej rozbudowa lub modernizacja. Oczywiście wcześniej należy wynegocjować bezpieczne i korzystne warunki z ekonomicznego i eksploatacyjnego punktu widzenia. Przedsiębiorstwa komunalne mogą być tym bardzo zainteresowane zwłaszcza tam, gdzie zakłady mleczarskie zrezygnują z zaopatrywania się w wodę z komunalnej sieci wodociągowej i zaczną ją ujmować z własnego ujęcia. Pobór wody i jej uzdatnianie w zakładowej stacji uzdatniania to wyraźne ograniczenie kosztów produkcji. Równocześnie gwarantuje odpowiednią jakość wody wykorzystywanej do produkcji, zwłaszcza mikrobiologiczną. Trzeba pamiętać, że w wielu miejscowościach komunalna sieć wodociągowa wykonana jest z rur PCV. Badania pokazują, że problem skutecznej dezynfekcji zapewniającej biologiczną stabilność wody nadal istnieje. Według badań Papciak i in. [1] w przewodach z PCV może dojść do wtórnego skażenia mikrobiologicznego wody, ponieważ podczas kontaktu tego materiału z wodą mogą do niej przenikać mikrobiologicznie dostępny fosfor (MOP) i przyswajalny węgiel organiczny (AOC), co przyspiesza formowanie biofilmu. Im dłuższa jest droga przepływu wody ze stacji uzdatniania do odbiorcy, tym większe prawdopodobieństwo mikrobiologicznego zanieczyszczenia wody opuszczającej sieć. Budowa i następnie eksploatacja własnego zakładowego ujęcia i stacji uzdatniania wody w większym stopniu zagwarantują mikrobiologiczną i fizykochemiczną jakość wody wykorzystywanej w produkcji.
Podmioty mleczarskie rzadko decydują się na podzielenie się z zewnętrznym podmiotem odpowiedzialnością za podczyszczanie lub oczyszczanie ścieków. Z tego względu, w zależności od systemu gospodarki ściekowej w zakładzie, można wziąć pod uwagę następujące rozwiązania:
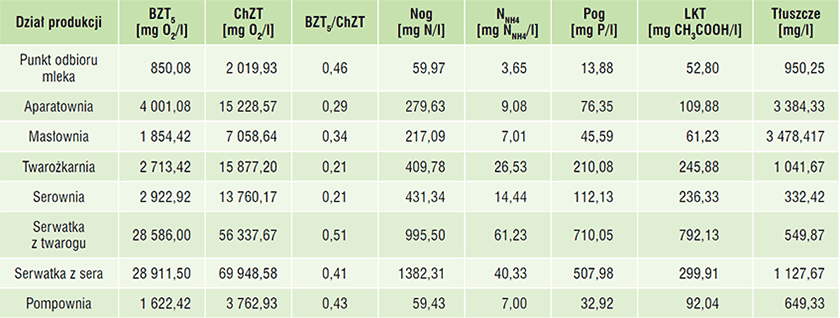
1. Jeśli zakład nie ma własnej oczyszczalni ścieków i podpisał lub może podpisać umowę z właścicielem sieci kanalizacyjnej i oczyszczalni ścieków komunalnych na odprowadzanie ścieków socjalnych (najlepiej oddzielną siecią sanitarną) i produkcyjnych, to niezbędne jest wybudowanie na terenie zakładu zbiornika retencyjno-uśredniającego (wyposażonego w mieszadła) i zamontowanie flotatora ciśnieniowego np. z technologią mikropęcherzyków. Trzeba pamiętać, że ścieki odpływające z zakładu to mieszanina ścieków z poszczególnych działów produkcji i jednostkowych procesów technologicznych. Różnią się one pod względem ilościowym jak i jakościowym (tab. 1) i są zrzucane o różnych porach dnia, w zależności od ilości zmian i przyjętych cykli oraz technologii produkcji. Zbiornik retencyjno-uśredniający zapewni „spłaszczenie” stężenia ścieków doprowadzanych do flotatora, zagwarantuje jego równomierne obciążenie hydrauliczne i wpłynie na utrzymanie stabilnej sprawności urządzenia. Obecnie produkowane flotatory umożliwiają usunięcie 85-99% zawiesin, 65-90% ChZT i 85-99% olei i tłuszczów. To są bardzo wysokie sprawności. Można liczyć na to, że po zamontowaniu flotatora opłaty z tytułu zrzutu ścieków do komunalnej sieci będą niższe, a sytuacje awaryjne na terenie zakładu nie spowodują konieczności ponoszenia kar finansowych za zrzut ścieków o stężeniach przekraczających określone w umowie dopuszczalne wartości. Konsekwencją zastosowania flotatorów są osady, które ze względu na swój „atrakcyjny pod względem energetycznym” skład mogą zostać przekazane np. do biogazowni.
Tabela 1. Wskaźniki zanieczyszczeń ścieków mleczarskich [2]
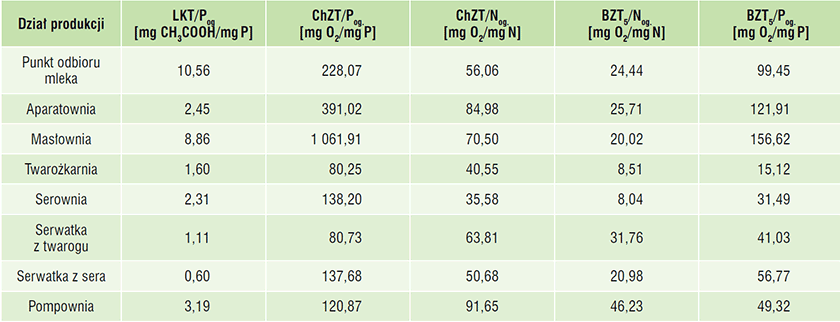
Argumentem przemawiającym za rozwiązaniem polegającym na podczyszczeniu ścieków i ich zrzucie do komunalnej sieci kanalizacyjnej jest to, że ścieki mleczarskie są wysoce biodegradowalne i łatwo oczyszcza się je na drodze biologicznej [3]. Pozbawione „tłuszczów” nie stanowią także zagrożenia dla przewodów kanalizacyjnych. Ze względu na bardzo korzystny stosunek (tab. 2) związków organicznych do związków biogennych (azot, fosfor) w mieszaninie ścieków opuszczających zakład mleczarski lub w ściekach z wybranych działów produkcji, mogą być one źródłem węgla w biologicznych procesach usuwania związków węgla i azotu ze ścieków komunalnych. Taki zabieg ograniczy potrzebę stosowania chemicznego strącania fosforu i wpłynie na obniżenie kosztów funkcjonowania komunalnej oczyszczalni ścieków.
Tabela 2. Relacje między wskaźnikami zanieczyszczeń dla przebadanych ścieków mleczarskich [4]
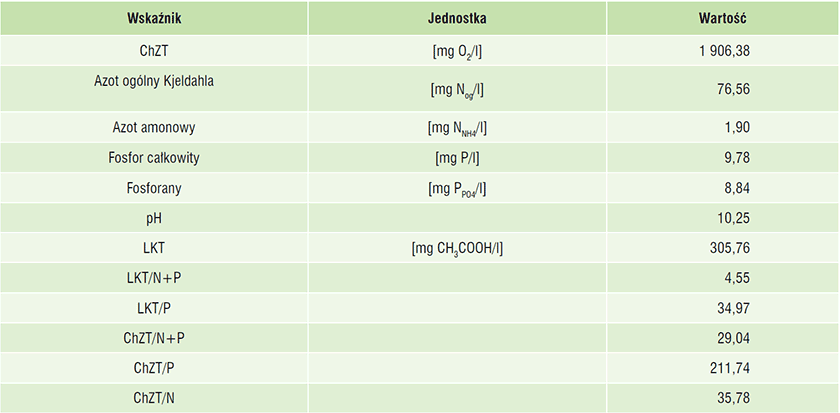
Kolejne rozwiązanie może polegać na poddaniu procesowi fermentacji ścieków z działów produkcji, chrakteryzujących się bardzo korzystnym stosunkiem związku węgla do związków biogennych (np. z produkcji masła [5]) w celu uzyskania cieczy zawierającej duże ilości LKT (lotnych kwasów tłuszczowych), które będzie można wykorzystać jako zewnętrzne źródło węgla w biologicznych procesach denitryfikacji i defosfatacji (służących usuwaniu odpowiednio związków azotu i fosforu) ścieków o niekorzystnym stosunku związku węgla do związków biogennych (tab. 3).
Tabela 3. Skład ścieków z masłowni fermentowanych w temperaturze 15°C [5]
2. Jeśli zakład ma oczyszczalnię ścieków to jej właściciel powinien przeanalizować schemat sieci kanalizacyjnej w zakładzie oraz technologię oczyszczania ścieków.
Najlepszym rozwiązaniem jest oddzielna sieć kanalizacji sanitarnej przeznaczona do odbioru ścieków socjalnych i oddzielna dla ścieków produkcyjnych. Nie powinno się ścieków mieszać i oczyszczać we wspólnej oczyszczalni ścieków. Ścieki socjalne ze względu na zanieczyszczenia sanitarne mogą uniemożliwić rolnicze czy też przyrodnicze wykorzystanie osadów ściekowych powstających na terenie oczyszczalni ścieków mleczarskich (OSM). Przepisy są pod tym względem dość restrykcyjne [6]. Doświadczenia z wielu oczyszczalni w Polsce pokazują, że pomimo mieszania ścieków, osady z oczyszczalni spełniają wymogi sanitarne, ale nigdy nie ma pewności, czy po przekroczeniu pewnego progu zatrudnienia, osady z oczyszczalni nie będą mogły sprostać sanitarnym wymogom. Jak to rozwiązać? Najprostszym rozwiązaniem jest odprowadzanie ścieków socjalnych istniejącą siecią sanitarną do komunalnej sieci kanalizacyjnej (jeśli istnieje taka możliwość). Jeśli sieci sanitarnej nie ma, to trzeba podjąć próbę rozdzielenia ścieków a po jej wybudowaniu skierować ścieki do komunalnej sieci kanalizacyjnej. Innym rozwiązaniem jest rozdzielenie ścieków i budowa na terenie zakładu oczyszczalni ścieków socjalnych. Możliwe jest tu zastosowanie bardzo uproszczonych rozwiązań technologicznych, co oznacza niewysokie koszty i prostą obsługę. W małych zakładach o niewielkim zatrudnieniu można rozważyć zakończenie sieci sanitarnej zbiornikiem bezodpływowym i skorzystanie z transportu asenizacyjnego.
Stosowane w Polsce technologie oczyszczania ścieków mleczarskich gwarantują wysoką efektywność usuwania związków węgla, azotu i fosforu. Przy poprawnej eksploatacji możliwe jest osiągnięcie w ściekach oczyszczonych wskaźników zanieczyszczeń wynikających z obowiązujących przepisów [7], pomimo bardzo wysokich wskaźników zanieczyszczeń w ściekach dopływających do obiektu (tab.1).
„Klasyczny” i dość powszechny układ technologiczny ciągu ściekowego OSM składa się ze zbiornika retencyjno-uśredniającego, sitopiaskownika i flotatora a następnie z urządzeń do tlenowego biologicznego oczyszczania ścieków i osadników wtórnych. Część z nich bazuje na wdrożonym jeszcze w XX wieku systemie PROMLECZ. Procesy tlenowe realizowane w komorach napowietrzanych rotorami o osi poziomej lub aeratorami o osi pionowej – czyli urządzeniami do powierzchniowego napowietrzania, wiążą się z wysokim zużyciem energii elektrycznej. Podobnie jest z systemem wgłębnego napowietrzania. Trzeba mieć na uwadze, że koszty napowietrzania ścieków stanowią ponad 50% kosztów oczyszczania ścieków [8]. Najskuteczniejszym sposobem ograniczenia kosztów energetycznych procesu oczyszczania ścieków mleczarskich jest częściowe zastąpienie komór tlenowych obiektami do beztlenowego unieszkodliwiania zanieczyszczeń (np. hydrolizer i komora fermentacyjna lub reaktor beztlenowy UASB) i doczyszczanie ścieków w tlenowej części biologicznej oczyszczalni. Korzyści energetyczne będą „podwójne”, ponieważ powstający w komorze fermentacyjnej biogaz będzie mógł być wykorzystany jako źródło energii np. do ogrzewania reaktora UASB.
3. Jeśli zakład planuje zbudować lub zmodernizować własną oczyszczalnię ścieków to w ramach tej inwestycji powinien rozważyć możliwość rozdzielenia sieci kanalizacji sanitarnej i produkcyjnej a następnie oddzielne oczyszczanie ścieków.
W ciągu ściekowym obiektu należy przewidzieć zbiornik retencyjno-uśredniający, flotator ciśnieniowy, część biologiczną opartą o procesy beztlenowe, doczyszczającą tlenową część biologiczną a w ciągu osadowym prasę do odwadniania beztlenowo unieszkodliwionych osadów ściekowych. W celu ograniczenia rozprzestrzeniania się bioaerozoli z tlenowych komór osadu czynnego należy rozważyć zadaszenie tych obiektów. To poprawi także warunki termiczne procesu w sezonie zimowym. Można także pomyśleć o zadaszeniu osadnika wtórnego celem ograniczenie wpływu warunków atmosferycznych (wiatr i słońce) na sprawność hydrauliczną i technologiczną tych obiektów.
Oddzielnym zagadnieniem jest zagospodarowanie oczyszczonych ścieków. Zgodnie z warunkami pozwolenia wodnoprawnego odprowadzane są do odbiorników i „bezpowrotnie tracone”. Ich oczyszczenie wiąże się z dużymi kosztami. Ponadto woda, która stanowi ponad 99,99% ścieków, została dostarczona do zakładu mleczarskiego przez właściciela sieci wodociągowej lub pobrana z własnego ujęcia zakładu. W obu przypadkach niezbędne było poniesienie kosztów zakupu wody wodociągowej lub opłat za usługi wodne (pobór wody) i kosztów uzdatniania wody.
Równocześnie konieczne jest także poniesienie opłat za usługi wodne polegające na doprowadzeniu oczyszczonych ścieków do odbiorników. Wydatki związane z pozyskaniem wody, oczyszczeniem ścieków i odprowadzeniem ich do środowiska wodnego nie są niczym równoważone. Należy mieć na uwadze, że zrzut oczyszczonych ścieków z zakładowej OSM w większości przypadków powoduje pogorszenie jakości wody w odbiorniku pomimo tego, że wskaźniki zanieczyszczeń ścieków oczyszczonych są zgodne z obowiązującymi przepisami. Im mniejszy jest odbiornik tym znaczniejsze pogorszenie jego stanu.
Tak więc obecny sposób zagospodarowania oczyszczonych ścieków wiąże się wyłącznie z kosztami i nie przynosi korzyści środowiskowych. Mając na uwadze postępujące zmiany klimatyczne i wynikające z nich problemy z dostępem do wody należałoby zastanowić się nad podjęciem działań zmierzających do ponownego wykorzystania oczyszczonych ścieków mleczarskich. Oczywiście konieczne jest ich doczyszczenie przed ponownym wykorzystaniem. W Singapurze od ponad 20 lat z biologicznie oczyszczonych ścieków komunalnych dodatkowo uzdatnionych wytwarza się produkt o nazwie „NEWATER” [9]. Jest on powszechnie wykorzystywany w przemyśle, wszędzie tam, gdzie nie jest potrzebna woda o jakości wody do picia.
Unia Europejska w 2020 roku wydała Rozporządzenie w sprawie minimalnych wymogów dotyczących ponownego wykorzystania wody [10]. Określono w nim wymagania wobec uzdatnionych ścieków w zależności od kategorii upraw (tab. 4), metody nawadniania i proponowane rozwiązania technologiczne zapewniające uzyskanie wody spełniającej te wymagania (tab. 5). Wspólnymi dla wszystkich kategorii upraw (A,B,C,D) są procesy dezynfekcji i oczyszczania wtórnego. W przypadku upraw kategorii A (część jadalna roślin spożywanych w stanie surowym ma bezpośredni kontakt z odzyskaną wodą; rośliny okopowe do spożycia w stanie surowym) konieczne jest zastosowanie dodatkowo procesu filtracji przed dezynfekcją. W 2023 roku w rolnictwie europejskim wykorzystano ponad 1,2 mld m3 tak oczyszczonych ścieków, przewiduje się, że w 2025 roku będzie to 6,5 mld m3, co stanowić będzie ponad 13% oczyszczonych ścieków komunalnych [11].
Tabela 4. Klasy jakości odzyskanej wody oraz dozwolone zastosowania w rolnictwie i metody nawadniania [10]
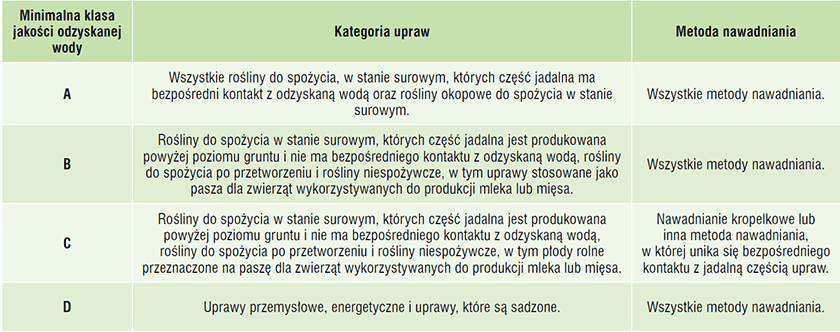
Tabela 5. Wymogi dotyczące jakości odzyskanej wody do nawadniania w rolnictwie [10]
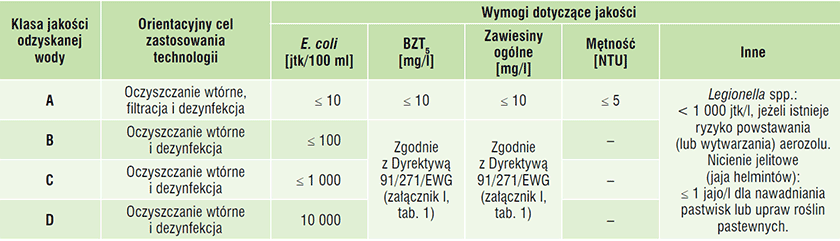
Jeśli weźmie się po uwagę warunki stawiane oczyszczonym ściekom z zakładów mleczarskich zrzucanym do odbiorników [7], to w przypadku zawiesin ogólnych i BZT5 spełniają one wymagania unijnego rozporządzenia (tab. 5). W zakładach mleczarskich w których do oczyszczalni ścieków nie odprowadza się ścieków socjalnych można spodziewać się, że po oczyszczeniu w OSM będą one spełniać warunek dotyczący bakterii z grupy E. coli oraz inne wymagania sanitarne. Inaczej może być w tych zakładach, w których ścieki socjalne oczyszczane są razem ze ściekami produkcyjnymi. Ale nie musi tak być ze względu na niewielki ich procentowy udział w mieszaninie oczyszczanych ścieków.
Zdaniem autorów jedną z prostszych w eksploatacji technologii wtórnego oczyszczania ścieków mleczarskich mogą być hydrofitowe oczyszczalnie ścieków. To rozwiązanie zostało zastosowane w Polsce w wielu przydomowych i wiejskich oczyszczalniach ścieków [12, 13]. Oparte są one o procesy fizyczne, chemiczne i biologiczne zachodzące w wypełnieniu (np. żwir) obsadzonym roślinami wodnolubnymi (np. trzcina). Należy wziąć pod uwagę, że jednym z procesów fizycznych jest filtracja. Odpływ z takiej oczyszczalni, po poddaniu procesowi dezynfekcji, mógłby być wykorzystany do nawadniania łąk i pastwisk a także poprzez dobrze zaprojektowany system melioracyjny wykorzystany do poprawy stosunków wodnych na terenach użytkowanych rolniczo. O potencjale tej technologii świadczy fakt, że w Omanie do oczyszczania 175 000 m3/d ścieków z pól naftowych użyto hydrofitowej oczyszczalni ścieków o powierzchni 490 ha. Uzdatnione ścieki stosowane są do nawadniania roślin uprawnych [14].
Ścieki mleczarskie poddane wtórnemu oczyszczaniu będą mogły być wykorzystane nie tylko w rolnictwie, ale też w przemyśle, który nie wymaga wody o jakości wody do picia, do podlewania zieleni w miejscach publicznych, do mycia pojazdów, w toaletach itd.
Osobnym zagadnieniem, ściśle związanym z oczyszczaniem ścieków mleczarskich, jest zagospodarowanie osadów ściekowych. Bez względu na technologię stabilizacji osadów (tlenowa, beztlenowa) wymagają one odwodnienia. Najczęściej stosuje się do tego celu prasy filtracyjne, których eksploatacja wiąże się ze stosowaniem polimerów, zużyciem energii, kosztami serwisu i napraw. Prasy nie służą dalszej stabilizacji osadów. Rolę obiektów do jednoczesnej stabilizacji i odwadniania osadów mogą pełnić systemy hydrofitowe oparte o złoże z wypełnieniem obsadzonym roślinnością. Nie wymagają stosowania polimerów, a koszty energetyczne wynikają wyłącznie z pompowania osadów na hydrofitowe poletka. Zmiany klimatyczne powodują, że odwadnianiu towarzyszy intensywne suszenie osadów [15]. Doświadczenia z takich krajów jak Dania, Niemcy pokazują, że technologia ta sprawdza się także w warunkach europejskich [16]. Za stosowaniem osadów mleczarskich, odwodnionych i ustabilizowanych w hydrofitowych obiektach, w rolnictwie i do rekultywacji gruntów na cele rolne przemawia to, że w większości przypadków nie są one niebezpieczne pod względem sanitarnym i zawierają metale ciężkie w niewielkich ilościach.
Badania nad zastosowaniem hydrofitowych oczyszczalni ścieków i hydrofitowych systemów do odwadniania i stabilizacji osadów ściekowych w zakładach mleczarskich jest przedmiotem jednego z zadań Projektu SUP-RIM, realizowanym przez Sieć Uczelni Przyrodniczych – Rozwój Innowacyjnego Mleczarstwa. W zadaniu tym biorą udział naukowcy z UWM w Olsztynie, UP w Lublinie i UR w Krakowie.
***
Zadanie pn. „Sieć badawcza uczelni przyrodniczych na rzecz rozwoju polskiego sektora mleczarskiego – projekt badawczy” finansowane jest w ramach dotacji celowej Ministra Nauki i Szkolnictwa Wyższego.prof. dr hab. inż. Joanna Rodziewicz
Katedra Inżynierii Środowiska
Wydział Geoinżynierii
Uniwersytet Warmińsko-Mazurski w Olsztynie
prof. dr hab. inż. Wojciech Janczukowicz
Katedra Inżynierii Środowiska
Wydział Geoinżynierii
Uniwersytet Warmińsko-Mazurski w Olsztynie
prof. dr hab. Krzysztof Jóźwiakowski
Katedra Inżynierii Środowiska
Wydział Inżynierii Produkcji
Uniwersytet Przyrodniczy w Lublinie
dr inż. Artur Mielcarek
Katedra Inżynierii Środowiska
Wydział Geoinżynierii
Uniwersytet Warmińsko-Mazurski w Olsztynie
Literatura
- Papciak D., Domoń A., Zdeb M., Tchórzewska-Cieślak B., Konkol J., Sočo E. Mechanism of Biofilm Formation on Installation Materials and Its Impact on the Quality of Tap Water. Water 2022, 14, 2401.
- Janczukowicz W., Dębowski M., Pesta J., Zieliński M. Composition of wastewater originated from the particular sections of dairy production. Polish Journal of Natural Sciences 2006, 20(1), s. 307.
- Janczukowicz W., Zieliński M., Dębowski M. Biodegradability evaluation effluents originated in selected sections of dairy production. Bioresource Technology 2008, 99, s. 4199.
- Janczukowicz W. Usuwanie fosforu ze ścieków mleczarskich w bioreaktorze sekwencyjnym w obecności wybranych lotnych kwasów tłuszczowych (LKT). Rozprawy i monografie, 107, Wydawnictwo Uniwersytetu Warmińsko-Mazurskiego, Olsztyn 2005.
- Janczukowicz W., Rodziewicz J., Thornton A., Czaplicka K. Effect of fermented wastewaters from butter production on phosphates removal in a sequencing batch reactor. Bioresource Technology 2012, 120, s. 34.
- Rozporządzenie Ministra Środowiska z dnia 6 lutego 2015 r. w sprawie stosowania komunalnych osadów ściekowych.
- Rozporządzenie Ministra Gospodarki Morskiej i Żeglugi Śródlądowej z dnia 12 lipca 2019 r. w sprawie substancji szczególnie szkodliwych dla środowiska wodnego oraz warunków, jakie należy spełnić przy wprowadzaniu do wód lub do ziemi ścieków, a także wód opadowych lub roztopowych do wód lub do urządzeń wodnych.
- Rodziewicz J., Mielcarek A., Bryszewski K., Janczukowicz W., Kłobukowska K. Energy Consumption for nutrient removal from high-nitrate and high-phosphorus wastewater in aerobic and anaerobic bioelectrochemical reactors. Energies 2022, 15(19), s. 7251.
- https://www.pub.gov.sg/public/waterloop, dostęp 23.09.2024 r.
- Rozporządzenie Parlamentu Europejskiego i Rady (UE) z dnia 25 maja 2020 r. w sprawie minimalnych wymogów dotyczących ponownego wykorzystania wody.
- Janczukowicz W., Rodziewicz J. Water and Wastewater Management in Agriculture. Applied Sciences 2024,14, s. 2488.
- Myka-Raduj A., Siwiec T., Rybczyńska-Tkaczyk K., Raduj W., Jóźwiakowski K. Efficiency of the Installation to Treatment of Outflow from the Hybrid Constructed Wetland System and Possibility of Reuse of Treated Wastewater in the Household. Advances in Science and Technology Research Journal 2024, 18(4), s. 296.
- Jóźwiakowska K., Bugajski P. Influence of the Bed Temperature on the Operational Reliability of a Hybrid Constructed Wetland Wastewater Treatment Plant in South-Western Poland-A Case Study. Sustainability 2023, 15, 1179.
- Stefanakis A.I., Prigent S. Breuer R. Integrated Produced Water Management in a Desert Oilfield Using Wetland Technology and Innovative Reuse Practices. In Constructed Wetlands for Industrial Wastewater Treatment, S. Alexandros (Ed.). 2018 John Wiley & Sons, Ltd.
- Stefanakis A.I., Tsihrintzis V.A. Dewatering mechanisms in pilot-scale Sludge Drying Reed Beds: Effect of design and operational parameters. Chemical Engineering Journal 2011, 172(1), s. 430.
- Mohapatra J., Kumar R., Basak B., Saratale G.R., Saratale G.D., Mishra A., Tripathy S.K., Jeon B.H., Chakrabortty S. A review on generation, composition, and valorization of dairy processing sludge: A circular economy-based sustainable approach. Journal of Industrial and Engineering Chemistry 2024, (in press).













