Przegląd Mleczarski 5/2026 – Lipoliza tłuszczu mlekowego i jej znaczenie w przemyśle mleczarskim

Lipoliza, definiowana jako hydrolityczny rozkład triacylogliceroli (TAG) występujących w kuleczkach tłuszczu mlekowego, stanowi jeden z najpoważniejszych problemów jakościowych w przemyśle mleczarskim.
Proces ten prowadzi do uwolnienia wolnych kwasów tłuszczowych (WKT) i jest katalizowany przez endogenną lipazę lipoproteinową, naturalnie występującą w mleku lub enzymy egzogenne, wytwarzane przez bakterie psychrotrofowe. Nagromadzenie krótkołańcuchowych kwasów tłuszczowych (np. kwasu masłowego), jest bezpośrednią przyczyną nieakceptowalnego zjełczałego smaku wyrobów mleczarskich [3, 9, 11].Wolne kwasy tłuszczowe występujące w dużym stężeniu, szczególnie te o krótkiej i średniej długości łańcucha (min. masłowy, kapronowy i kaprylowy), charakteryzują się intensywnym niepożądanym smakiem. Pełne mleko z podwyższonym poziomem WKT (> 1,5 mmol/l) jest nieakceptowalne dla większości konsumentów, a jego profil smakowy określany jest jako zjełczały, masłowy i cierpki [3, 11].
Rodzaje lipolizy
Wyróżnia się dwa typy lipolizy: spontaniczną i indukowaną. Lipoliza spontaniczna zależy od aktywności lipazy lipoproteinowej (LPL) naturalnie występującej w mleku, natomiast proces lipolizy indukowanej jest inicjowany przez czynniki fizyczne, powodujące uszkodzenie otoczek kuleczek tłuszczowych (ang. Milk Fat Globule Membrane ‒ MFGM). Czynniki fizyczne tj.: mieszanie, pompowanie oraz homogenizacja, powodują uszkodzenie MFGM, które umożliwia lipazie dostęp do substratu tłuszczowego. Zarówno lipoliza spontaniczna, jak i indukowana postępuje w czasie przechowywania mleka [4].
Lipoliza spontaniczna
Podatność mleka na spontaniczną lipolizę kształtują trzy główne czynniki: poziom aktywności lipazy lipoproteinowej, integralność otoczek kuleczek tłuszczowych oraz równowaga między obecnymi w mleku czynnikami aktywującymi (m.in. lipoproteiny i fosfolipidy) i hamującymi lipolizę (m.in. białka otoczek kuleczek tłuszczowych) [4, 6].
Spontaniczna lipoliza występuje głównie w gospodarstwach, na etapie udoju i przechowywania. Mleko niektórych krów może być szczególnie podatne na ten typ lipolizy, a poziom WKT w takim mleku może osiągnąć nawet 10 mmol/l po przechowywaniu w temperaturze chłodniczej przez 24 h. Mleko „odporne” na spontaniczną lipolizę, charakteryzuje się WKT na poziomie < 0,5 mmol/l w czasie przechowywania i jest określane jako mleko „normalne” [4, 6]. Głównymi czynnikami zootechnicznymi, związanymi ze spontaniczną lipolizą są: późna laktacja, zapalenie wymion oraz stosowanie paszy o złej jakości [4, 6].
Odmianą klasycznej lipolizy spontanicznej jest lipoliza indukowana temperaturą. W przypadku, gdy wstępnie schłodzone mleko zostaje ogrzane do temperatury 25-35°C, a następnie ponownie schłodzone do temperatury < 10°C, lipoliza przebiega w taki sam sposób, jak lipoliza spontaniczna. W praktyce może to nastąpić, gdy ciepłe mleko prosto z udoju zostanie zmieszane z wstępnie schłodzonym mlekiem z poprzedniego udoju [4, 6].
Lipoliza indukowana
W lipolizie indukowanej, oddziaływania mechaniczne rozbijają globulkę tłuszczu mlekowego i wystawiają substrat lipidowy na działanie lipazy. Intensywna obróbka mechaniczna oraz długi czas ekspozycji mogą prowadzić do uszkodzenia otoczek kuleczek tłuszczowych (MFGM), czego konsekwencją jest zwiększenie powierzchni odsłoniętego, tzw. „wolnego” tłuszczu [4]. Przy stosunkowo niskiej intensywności obróbki mechanicznej, np. mieszania, kuleczki tłuszczu łączą się i dochodzi do koalescencji. W warunkach wysokiej intensywności obróbki mechanicznej, np. homogenizacji, kuleczki tłuszczu są rozpraszane i tworzą znacznie mniejsze cząstki. Podczas gdy stopień uszkodzenia MFGM może być podobny w obu przypadkach, to stopień lipolizy wynikającej z drugiego typu jest znacznie większy, ponieważ powierzchnia tłuszczu dostępnego dla lipazy jest większa. Temperatura podczas obróbki mechanicznej, wpływa na integralność kuleczki tłuszczowej ‒ wyższa temperatura zwiększa płynność tłuszczu i może sprzyjać uszkodzeniom MFGM podczas mieszania lub pompowania, co ułatwia dostęp lipazy do triacylogliceroli i nasila proces lipolizy. W przeciwieństwie do lipolizy spontanicznej, stopień lipolizy indukowanej nie koreluje ściśle z ilością lipazy [4, 6].
W przemyśle mleczarskim lipoliza indukowana może wystąpić już na terenie gospodarstwa, podczas transportu lub znacznie częściej w zakładzie przetwórczym. Wśród głównych czynników inicjujących lipolizę indukowaną wymienia się [4, 6]:
- mieszanie i pompowanie,
- homogenizację,
- mieszanie mleka surowego i homogenizowanego (pasteryzowanego),
- zamrażanie/rozmrażanie mleka.
Enzymy lipolityczne
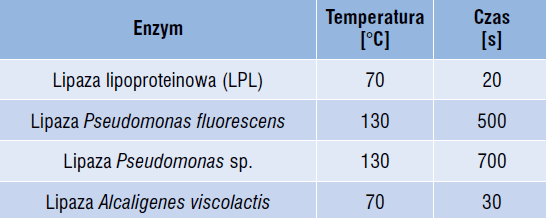
Wyróżnia się dwie główne kategorie lipaz, które determinują charakter i skalę degradacji tłuszczu mlekowego: lipazę lipoproteinową (LPL) naturalnie występującą w mleku oraz lipazy bakteryjne, wytwarzane głównie przez bakterie psychrotrofowe. Lipazy wytwarzane przez te bakterie różnią się od LPL i ważne jest, aby je rozróżniać, w celu określenia przyczyny lipolizy. Porównanie dwóch rodzajów lipaz przedstawiono w tabeli 1. Główną różnicą jest ich stabilność cieplna. Pasteryzacja HTST (72-85°C przez 15-30 s) inaktywuje LPL, podczas gdy większość lipaz bakterii psychrotrofowych jest odporna na wysoką obróbkę temperaturową (± 130°C) (tab. 2). Zarówno proteazy, jak i lipazy wytwarzane przez psychrotrofy, zachowują od 60 do 70% swojej aktywności po podgrzaniu do 77°C przez 17 s, a ok. 30-40% swojej aktywności po podgrzaniu do 140°C przez 5 s (tab. 2) [1, 3, 4, 8].
- Lipaza lipoproteinowa (LPL) to enzym naturalnie występujący w surowym mleku, działa poprzez wiązanie się z kuleczkami tłuszczu mlekowego, inicjując proces lipolizy. Optymalna temperatura dla aktywności LPL to ok. 33°C, a optymalne pH ok. 8,5. Inaktywacja enzymu następuje podczas obróbki cieplnej w 70°C przez 20 sekund. Mleko zawiera od 10 do 20 nmol/l tego enzymu (tab. 2). Niemniej jednak surowe mleko jest bardzo dobrze chronione przed samoistną lipolizą wywołaną działaniem LPL. Większość enzymów obecnych w mleku wiąże się z micelami kazeinowymi, co znacząco zmniejsza ich aktywność, a obecność MFGM na powierzchni kuleczek tłuszczowych chroni ich wnętrze przed działaniem enzymu. Dodatkowo mleko zawiera inhibitory hamujące działanie LPL [6, 10].
- Lipazy bakteryjne zanieczyszczające mleko, wytwarzane są przez bakterie psychrotrofowe. Organizmy te produkują proteazy i lipazy, które rozkładają białka i tłuszcze, powodując zgniły i mydlany posmak. Enzymy produkowane przez bakterie psychrotrofowe są odporne na działanie wysokiej temperatury (tab. 2) [1, 8, 10].
Tabela 1. Porównanie charakterystyki lipazy lipoproteinowej mleka (LPL) oraz lipaz wytwarzanych przez bakterie psychrotrofowe [4]
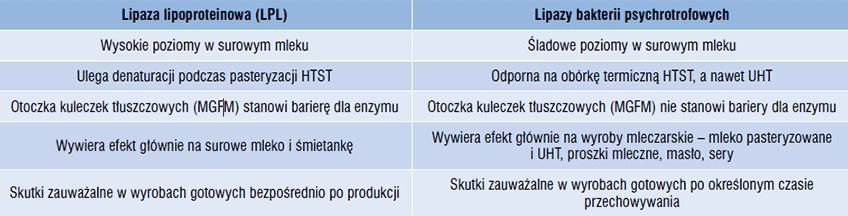
Tabela 2. Parametry inaktywacji termicznej niektórych enzymów lipolitycznych w mleku [10]
Czynniki prolipolityczne i sposoby ich ograniczania
Poziom lipolizy jest zdeterminowany przez szereg czynników, związanych zarówno z surowcem, jak i warunkami technologicznymi podczas przetwarzania, na które można wpływać w celu ograniczenia niepożądanego procesu [10]:
Wady spowodowane lipolizą w produktach mleczarskich
Mleko pasteryzowane
W mleku występują dwa główne problemy związane z lipolizą: zjełczały smak i słaba zdolność do spieniania. Najczęściej występującym rodzajem lipolizy w mleku spożywczym jest lipoliza spontaniczna bądź indukowana, wywołana aktywnością LPL. Lipoliza wywołana przez lipazy bakteryjne jest mniej prawdopodobna, w mleku spożywczym dostępnym na rynku, ponieważ liczba bakterii wymagana do zainicjowania procesu lipolizy w stosunkowo krótkim czasie wynosi 107 jtk./ml i może wystąpić dopiero pod koniec okresu przydatności mleka pasteryzowanego do spożycia. Po przekroczeniu terminu przydatności do spożycia, mleko pasteryzowane może charakteryzować się niepożądanymi smakami (spowodowanymi przez proteolityczne działanie enzymów), takimi jak gorzki, kwaśny, zgniły i utleniony, mającymi tendencję do maskowania zjełczałego smaku, który również może być obecny. Mleko pasteryzowane może wykazywać także trudności związane ze spienianiem, a jedną z przyczyn jest lipoliza - im większy stopień lipolizy, tym większe obniżenie zdolności do spienienia [6, 7].
Mleko UHT
Zjełczały smak mleka UHT może wynikać z lipolizy surowego mleka, jednak znacznie częściej spotykaną przyczyną jest lipoliza spowodowana przez stabilne termicznie lipazy bakteryjne obecne w mleku przed obróbką cieplną. Wystarczy śladowa ilość lipazy, aby spowodować wzrost zawartości WKT podczas przechowywania. Czynnikiem sprzyjającym lipolizie w mleku UHT jest długi termin przydatności do spożycia (nawet do 12 miesięcy od daty produkcji) oraz pokojowa temperatura przechowywania [6].
Masło
Wady smaku i zapachu w maśle mogą być spowodowane lipolizą zainicjowaną przed lub po produkcji. Niepożądany smak i aromat powstające przed produkcją są głównie wynikiem działania LPL i powodują mydlany, gorzki i „jełki” smak wyczuwalny już na etapie produkcji. Przyczyną jest wysoka zawartość WKT w surowcu. Lipoliza zainicjowana po produkcji masła jest wynikiem działania lipaz bakteryjnych i prowadzi do powstania charakterystycznego ostrego, maślanego smaku, wyczuwalnego na przedniej części podniebienia. Zjawisko intensywnego jełczenia hydrolitycznego związane jest głównie z rozwojem bakterii Pseudomonas spp. w fazie wodnej masła. Ze względu na wysoką zawartość tłuszczu oraz skłonność lipaz do gromadzenia się w fazie tłuszczowej mleka, śmietanka jest szczególnie podatna na działanie lipaz pochodzących od psychrotrofów [6, 10].
Proszek mleczny
Pozostałości lipaz bakteryjnych w pełnym mleku w proszku są poważnym problemem dla przemysłu mleczarskiego. Ponieważ lipazy te zazwyczaj działają powoli, zatem lipoliza może zostać wykryta nawet kilka miesięcy po wyprodukowaniu lub podczas wykorzystania proszku mlecznego w produkcji innych artykułów spożywczych, takich jak rekombinowane produkty mleczne i wyroby cukiernicze [6].
Sery
Wolne kwasy tłuszczowe są integralną częścią kształtującą typowy smak sera. Jednak w przypadku większości serów nadmierna lipoliza może prowadzić do wad smakowych. Lipoliza w serze może wystąpić zarówno przed, jak i po produkcji. W pierwszym przypadku wady smakowe są zauważalne już w świeżym serze, podczas gdy w drugim przypadku problem rozwija się stopniowo podczas dojrzewania lub przechowywania. Choć rzadko dochodzi do poważnych problemów związanych z LPL, poważne wady mogą wystąpić w wyniku lipolizy spowodowanej przez lipazy bakteryjne. Warto zwrócić uwagę na dodatki wykorzystywane w produkcji serów, ponieważ niektóre z nich, takie jak pieprz, zawierają lipazy, które mogą prowadzić do powstania mydlanego, zjełczałego posmaku [6, 7].
Produkcja serów wymaga precyzyjnego zarządzania metabolizmem kultur starterowych, takich jak Lactococcus spp. czy Propionibacterium spp., które odpowiadają za kształtowanie pożądanych cech organoleptycznych produktu. Nieprawidłowa aktywność lipaz bakteryjnych zakłóca tę równowagę, prowadząc do niekontrolowanej degradacji tłuszczu, co skutkuje niepożądanymi zmianami w smaku i teksturze serów, a w konsekwencji obniża jakość produktu końcowego [6, 10].
Jogurt
Niewiele problemów powoduje działanie lipaz w jogurcie. Wynika to z połączenia kilku czynników, w tym niskiego pH, niskiej temperatury przechowywania i stosunkowo krótkiego okresu przydatności do spożycia tego produktu. Jednak niektóre dodatki stosowane w jogurtach przyczyniają się do rozwoju defektu lipolitycznego poprzez działanie zawartych w nich lipaz, np. lipaza zawarta w nasionach marakui może powodować zjełczały smak w niektórych jogurtach z wsadami owocowymi [6].
Lipoliza ma poważne konsekwencje zarówno dla jakości surowca, jak i produktu końcowego. Poza pogorszeniem smaku i zapachu, które są wynikiem uwolnienia krótkołańcuchowych WKT, takich jak kwas masłowy, kapronowy czy kaprylowy, lipoliza wpływa na wiele aspektów technologicznych [3, 9], m.in:
mgr inż. Monika Małkowska-Kowalczyk
dr inż. Maria Czerniewicz
dr hab. inż. Justyna Żulewska, prof. UWM
Katedra Mleczarstwa i Zarządzania Jakością
Wydział Nauki o Żywności
Uniwersytet Warmińsko-Mazurski w Olsztynie
Literatura
Tabela 2. Parametry inaktywacji termicznej niektórych enzymów lipolitycznych w mleku [10]
Czynniki prolipolityczne i sposoby ich ograniczania
Poziom lipolizy jest zdeterminowany przez szereg czynników, związanych zarówno z surowcem, jak i warunkami technologicznymi podczas przetwarzania, na które można wpływać w celu ograniczenia niepożądanego procesu [10]:
- Faza laktacji jest jednym z najważniejszych czynników wpływających na podatność mleka na lipolizę. Zjawisko to może nasilać się szczególnie pod koniec laktacji, gdy wydajność mleczna krowy spada (< 3 kg/udój) i następuje wzrost kwasowości tłuszczowej. Zwiększenie liczby udojów może także sprzyjać nasileniu lipolizy [10].
- Sezonowość jest czynnikiem ściśle związanym z systemem chowu i jakością pasz. W tradycyjnych systemach hodowlanych prowadzi do znaczących zmian w składzie lipidów mleka. Przejście na żywienie pastwiskowe (sezon letni) lub chów alkierzowy z żywieniem PMR (sezon zimowy) wywołuje mierzalne zmiany w profilu kwasów tłuszczowych, co pośrednio wpływa na stabilność tłuszczu mlekowego [2, 5].
- Lipoliza jest indukowana przez czynniki mechaniczne, podczas obróbki mleka. Uszkodzenie naturalnej otoczki kuleczek tłuszczu mlekowego (MFGM) poprzez intensywne ubijanie lub homogenizację prowadzi do powstania warstwy powierzchniowej złożonej z białek serum, co powoduje wzrost napięcia międzyfazowego, w rezultacie enzymy mogą łatwiej przenikać przez błonę, prowadząc do zapoczątkowania procesu lipolizy [10].
- Szybkie zmiany temperatury mleka, tj. schłodzenie surowego mleka do temperatury 5°C, ogrzanie go do temperatury 30°C i ponowne schłodzenie, wiąże się z ryzykiem zainicjowania procesu lipolizy [10].
Wady spowodowane lipolizą w produktach mleczarskich
Mleko pasteryzowane
W mleku występują dwa główne problemy związane z lipolizą: zjełczały smak i słaba zdolność do spieniania. Najczęściej występującym rodzajem lipolizy w mleku spożywczym jest lipoliza spontaniczna bądź indukowana, wywołana aktywnością LPL. Lipoliza wywołana przez lipazy bakteryjne jest mniej prawdopodobna, w mleku spożywczym dostępnym na rynku, ponieważ liczba bakterii wymagana do zainicjowania procesu lipolizy w stosunkowo krótkim czasie wynosi 107 jtk./ml i może wystąpić dopiero pod koniec okresu przydatności mleka pasteryzowanego do spożycia. Po przekroczeniu terminu przydatności do spożycia, mleko pasteryzowane może charakteryzować się niepożądanymi smakami (spowodowanymi przez proteolityczne działanie enzymów), takimi jak gorzki, kwaśny, zgniły i utleniony, mającymi tendencję do maskowania zjełczałego smaku, który również może być obecny. Mleko pasteryzowane może wykazywać także trudności związane ze spienianiem, a jedną z przyczyn jest lipoliza - im większy stopień lipolizy, tym większe obniżenie zdolności do spienienia [6, 7].
Mleko UHT
Zjełczały smak mleka UHT może wynikać z lipolizy surowego mleka, jednak znacznie częściej spotykaną przyczyną jest lipoliza spowodowana przez stabilne termicznie lipazy bakteryjne obecne w mleku przed obróbką cieplną. Wystarczy śladowa ilość lipazy, aby spowodować wzrost zawartości WKT podczas przechowywania. Czynnikiem sprzyjającym lipolizie w mleku UHT jest długi termin przydatności do spożycia (nawet do 12 miesięcy od daty produkcji) oraz pokojowa temperatura przechowywania [6].
Masło
Wady smaku i zapachu w maśle mogą być spowodowane lipolizą zainicjowaną przed lub po produkcji. Niepożądany smak i aromat powstające przed produkcją są głównie wynikiem działania LPL i powodują mydlany, gorzki i „jełki” smak wyczuwalny już na etapie produkcji. Przyczyną jest wysoka zawartość WKT w surowcu. Lipoliza zainicjowana po produkcji masła jest wynikiem działania lipaz bakteryjnych i prowadzi do powstania charakterystycznego ostrego, maślanego smaku, wyczuwalnego na przedniej części podniebienia. Zjawisko intensywnego jełczenia hydrolitycznego związane jest głównie z rozwojem bakterii Pseudomonas spp. w fazie wodnej masła. Ze względu na wysoką zawartość tłuszczu oraz skłonność lipaz do gromadzenia się w fazie tłuszczowej mleka, śmietanka jest szczególnie podatna na działanie lipaz pochodzących od psychrotrofów [6, 10].
Proszek mleczny
Pozostałości lipaz bakteryjnych w pełnym mleku w proszku są poważnym problemem dla przemysłu mleczarskiego. Ponieważ lipazy te zazwyczaj działają powoli, zatem lipoliza może zostać wykryta nawet kilka miesięcy po wyprodukowaniu lub podczas wykorzystania proszku mlecznego w produkcji innych artykułów spożywczych, takich jak rekombinowane produkty mleczne i wyroby cukiernicze [6].
Sery
Wolne kwasy tłuszczowe są integralną częścią kształtującą typowy smak sera. Jednak w przypadku większości serów nadmierna lipoliza może prowadzić do wad smakowych. Lipoliza w serze może wystąpić zarówno przed, jak i po produkcji. W pierwszym przypadku wady smakowe są zauważalne już w świeżym serze, podczas gdy w drugim przypadku problem rozwija się stopniowo podczas dojrzewania lub przechowywania. Choć rzadko dochodzi do poważnych problemów związanych z LPL, poważne wady mogą wystąpić w wyniku lipolizy spowodowanej przez lipazy bakteryjne. Warto zwrócić uwagę na dodatki wykorzystywane w produkcji serów, ponieważ niektóre z nich, takie jak pieprz, zawierają lipazy, które mogą prowadzić do powstania mydlanego, zjełczałego posmaku [6, 7].
Produkcja serów wymaga precyzyjnego zarządzania metabolizmem kultur starterowych, takich jak Lactococcus spp. czy Propionibacterium spp., które odpowiadają za kształtowanie pożądanych cech organoleptycznych produktu. Nieprawidłowa aktywność lipaz bakteryjnych zakłóca tę równowagę, prowadząc do niekontrolowanej degradacji tłuszczu, co skutkuje niepożądanymi zmianami w smaku i teksturze serów, a w konsekwencji obniża jakość produktu końcowego [6, 10].
Jogurt
Niewiele problemów powoduje działanie lipaz w jogurcie. Wynika to z połączenia kilku czynników, w tym niskiego pH, niskiej temperatury przechowywania i stosunkowo krótkiego okresu przydatności do spożycia tego produktu. Jednak niektóre dodatki stosowane w jogurtach przyczyniają się do rozwoju defektu lipolitycznego poprzez działanie zawartych w nich lipaz, np. lipaza zawarta w nasionach marakui może powodować zjełczały smak w niektórych jogurtach z wsadami owocowymi [6].
Lipoliza ma poważne konsekwencje zarówno dla jakości surowca, jak i produktu końcowego. Poza pogorszeniem smaku i zapachu, które są wynikiem uwolnienia krótkołańcuchowych WKT, takich jak kwas masłowy, kapronowy czy kaprylowy, lipoliza wpływa na wiele aspektów technologicznych [3, 9], m.in:
- pogorszenie właściwości organoleptycznych surowca, co prowadzi do powstania nieprzyjemnego, zjełczałego smaku;
- negatywny wpływ na właściwości fizykochemiczne mleka, w tym zdolność do koagulacji;
- utrudnienie prawidłowego oznaczania zawartości tłuszczu w mleku, co jest istotne przy rozliczeniach surowca.
mgr inż. Monika Małkowska-Kowalczyk
dr inż. Maria Czerniewicz
dr hab. inż. Justyna Żulewska, prof. UWM
Katedra Mleczarstwa i Zarządzania Jakością
Wydział Nauki o Żywności
Uniwersytet Warmińsko-Mazurski w Olsztynie
Literatura
- Adamiak A., Górska A., Mróz B. (2015). Bakterie psychrotrofowe w mleku surowym i jego przetworach. Żywność. Nauka. Technologia. Jakość. 4 (101), 36-48.
- Bonczar G., Chrzanowska K., Maciejowski K., Walczycka M. (2011). Zawartość cholesterolu i jego pochodnych w mleku i produktach mleczarskich - uwarunkowania surowcowe i technologiczne. Żywność. Nauka. Technologia. Jakość. 1 (74), 15-27.
- Chilliard Y., Lamberet G. (1984). Milk lipolysis: various types, mechanism, factors of variation, practical significance. Lait, 64 645-646.
- Deeth H.C. (2006). Lipoprotein lipase and lipolysis in milk. International Dairy Journal, 16(6), 555-562.
- Felkner-Poźniakowska B., Pietrzak-Fiećko R., Kotlarska M., Kacprzak S. (2012). Skład kwasów tłuszczowych tłuszczu mleka krów z chowu alkierzowego w okresie letnim i zimowym. Żywność. Nauka. Technologia. Jakość, 1 (80), 81-92.
- Fuquay J.W., McSweeney P.L., Fox P.F. (2011). Encyclopedia of Dairy Sciences. Academic Press, 293-300, 1544-1550, 1595-1600, 2340-2345.
- Ludzińska D., Pijanowski E., Zmarlicki S. (1970). Proteolityczne i lipolityczne zmiany w mleku surowym przechowywanym w różnych temperaturach. Roczniki Technologii i Chemii Żywności, TOM XVIII.
- Samaržija D., Zamberlin Š., Pogačić T. (2012). Psychrotrophic bacteria and their negative effects on milk and dairy products quality. Mljekarstvo: časopis za unaprjeđenje proizvodnje i prerade mlijeka, 62(2), 77-95.
- Vanbergue E., Poulet J. L., Peyraud J.L., Hurtaud C. (2020). Le point sur la lipolyse du lait de vache: facteurs de variations et mécanismes biochimiques. INRAE Productions Animales, 33(1), 41-52.
- Walstra P., Wouters J.T. M., Geurts T.J. (2005). Dairy Science and Technology. Taylor & Francis Group, CRC Press.
- Hoo A.H., Lindsay R.C. (1983). Statistical correlation of quantitative flavor intensity assessments and individual free fatty acid measurements for routine detection and prediction of hydrolytic rancidity off‐flavors in butter. Journal of Food Science, 48(6), 1761-1766.